Stainless steel is prized for its corrosion resistance, strength, and clean appearance—but it’s also notoriously tricky to weld. From distortion to contamination and discoloration, stainless steel presents a unique set of challenges that demand proper technique, preparation, and monitoring. Whether you’re using TIG welding, MIG welding, or plasma arc welding, following best practices is critical for maintaining the material’s properties and aesthetic integrity. In this guide, we’ll break down the best practices for welding stainless steel, including shielding gas selection, cleaning protocols, and how welding cameras can help monitor quality, prevent warping, and avoid costly weld defects.
Why Welding Stainless Steel Is Challenging
Stainless steel has a low thermal conductivity and high coefficient of expansion, meaning it heats up quickly and retains that heat longer. This makes it more prone to warping during welding, especially in thin sections. Its surface also oxidizes easily, leading to contamination and discoloration if not shielded properly. And because stainless doesn’t show flaws as obviously as other metals, real-time weld monitoring systems are invaluable.
1. Start with Proper Cleaning
Contamination is one of the biggest issues in stainless welding. Stainless steel is sensitive to carbon, sulfur, and other contaminants from tools, oils, and even fingerprints. If not cleaned properly, these impurities can cause weld defects like pitting, porosity, or corrosion.
Best Practices:
- Clean with a dedicated stainless steel wire brush or acetone to remove oils and oxidation.
- Avoid cross-contamination from carbon steel tools—never use the same brush or grinder for both.
- Use lint-free cloths and non-chlorinated solvents.
2. Choose the Right Shielding Gas
Shielding gas selection varies depending on the process (TIG, MIG, or plasma arc welding), but for stainless steel, the main goal is to prevent oxidation and ensure a clean, stable arc.
For TIG Welding (Tungsten Inert Gas):
- Use 100% argon or a mix of argon with 1–2% hydrogen for improved penetration and cleaning action.
- For thicker materials, a helium-argon mix can provide better heat input.
For MIG Welding (Metal Inert Gas):
- Use argon + 1–2% oxygen or argon + CO₂ (no more than 2%) to balance arc stability with minimal oxidation.
- Too much CO₂ can cause weld slag inclusion or spatter.
Tip: Use a weld monitoring camera to ensure proper shielding coverage in real-time. Poor shielding is easy to miss during welding but can lead to discoloration and oxidation that compromise weld quality.
3. Control Heat Input to Prevent Warping
Stainless steel is prone to warping due to uneven heat distribution. High heat input expands the metal excessively, and once cooled, it contracts and distorts.
Best Practices:
- Use lower amperage and control your travel speed to avoid overheating.
- Utilize stitch welding or intermittent welding techniques to reduce continuous heat buildup.
- Backstep welding (moving backward in short segments) helps balance internal stresses.
Bonus Tip: Use welding cameras to visualize arc stability and ensure even heat distribution. Some arc welding image systems track temperature and arc shape to help fine-tune technique.
4. Use Back Purging When Needed
When welding stainless pipes or tubes, back purging is essential to protect the underside of the weld from oxidation. Without it, you may end up with “sugaring”—a rough, oxidized interior surface that weakens corrosion resistance.
Best Practices:
- Fill the pipe with inert gas (typically argon) to shield the backside of the weld.
- Use purge dams or tapes to contain the gas within the weld zone.
- Monitor purge quality using an oxygen sensor or welding camera for visual confirmation.
5. Inspect and Monitor Weld Quality Continuously
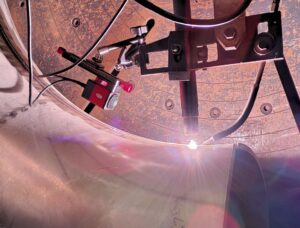
Visual inspection is not enough. Real-time weld monitoring systems allow operators to observe the arc and weld pool even in hard-to-see areas or automated processes like robotic welding.
Welding camera advantages:
- Detect contamination or shielding issues immediately.
- Monitor heat-affected zones for signs of warping or cracking.
- Enhance consistency in the MIG and MAG welding process and other applications.
High-speed weld inspection tools can also flag early signs of porosity, undercut, or uneven bead formation, allowing welders to adjust in real time.
6. Post-Weld Cleaning for Corrosion Resistance
Welding stainless steel can leave discoloration or scale that reduces corrosion resistance. To restore passivity:
Best Practices:
- Use mechanical methods like wire brushing or grinding to remove scale.
- Apply chemical passivation using citric or nitric acid-based solutions.
- For aesthetics, electropolishing can restore a clean, shiny finish.
Welds can also be inspected post-cleaning using welding visual inspection tools or weld monitoring systems for documentation and QA.
Conclusion: Welding Stainless Steel Best Practices to Avoid Warping
Welding stainless steel doesn’t have to be a headache. By following proper cleaning procedures, selecting the right shielding gas, managing heat input, and using modern welding technology like welding cameras, you can produce strong, clean, and corrosion-resistant welds.
Whether you’re fabricating tanks, tubing, or structural components, monitoring welds in real time ensures better results with fewer surprises. From TIG to plasma arc welding, stainless applications benefit immensely from the enhanced precision that only a weld monitoring camera can provide.
Looking to improve your stainless welding workflow? Mecaweld offers advanced welding camera systems that help you visualize, inspect, and refine every weld. Contact us to learn how we can help you take control of weld quality in stainless steel projects.